VTEQ Under car testing equipment.
Article No.25 Page 1/2
Since January 2003 AECS Ltd has been the distributor of VTEQ testing equipment. This relation developed way back in 1998 when the owner of AECS Herbert Leijen worked for Snap-on / Sun Electric as application engineer.
Since 1996 VTEQ has been manufacturing brake test and under car equipment for Sun.
Through factory training I got to know the Key people at VTEQ and the high quality of their products and standards.
Late 2002 AECS was approached by VTEQ to distribute and service their equipment in NZ.
A very successful relation has developed since, with many installations completed throughout NZ. The satisfaction level of the equipment's performance and reliability is very high AECS can proudly state.
Engineering
I am sure that you are more interested in the engineering side of the equipment, than VTEQ's proud history.
The testers floor units are constructed out of real heavy gauge steel, fully hot dip galvanised. All bearings are enclosed and all sensors are well out of the way from splashes and dirt from vehicles.
The brake rollers are having a 'closed cast' welded surface.
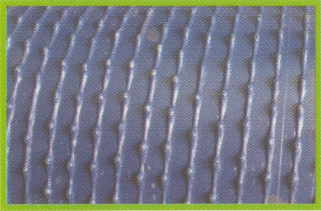
Standard closed cast welded surface of the VTEQ brake roller.
It looks like a Mig weld which has been too low in current. The welding 'droplets' provide the roller surface with a grip coefficient of 0.85 dry and will last extremely long.
In fact the factory supplies this surface as standard, other surfaces like corundum or open cast welding are available on request. Both surfaces are rated as lower durable and lower quality by the factory.

Corundum surface roller coating.
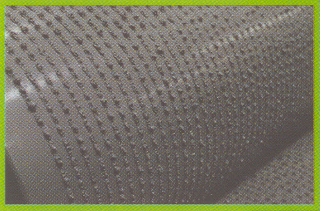
VTEQ Open cast welded roller surface.
What is so important about the grip coefficient? The grip coefficient (f) is the relation between weight and brake force.
We can all understand that an empty box is easier to slide over a surface than the same box with weights in it.
We can also relate to the fact that that same box with weights is harder to slide (brake force..) over a tar sealed road than on black ice.
The simple formula G (weight) x f (friction coefficient) = B (brake force) puts this all in perspective.
Dry
A dry concrete road has a friction coefficient of approx. 0.8, if we now work with an axle weight of 2000 kg's we end up with a brake force of 2000 x 0.8 = 1600 kg's.
Brake force is in general expressed in Newton or Kilo Newton (KN). 1 Kg is approx. 10 N
The resulting 1600 Kg brake force would be expressed as 16KN for the axle. That returns a brake force of 8KN per wheel, which is the value we can read on our roller brake testers.
Wet
A wet concrete road has a friction coefficient of approx. 0.5, the same wheel will now exert a brake force of 2000Kg (axle) x 0.5 (f) = 1000 Kg
1000 Kg x 10 (N) = 10KN,
10 KN / 2 (per wheel) = 5 KN
Simple isn't it? That nicely explains why a vehicle has a longer brake distance on a wet road, something we all knew already anyway.
Roller surface
The trick for brake tester manufacturers is to achieve a friction coefficient on their roller surface as consistent and high as possible. The effect of wet and cold tires on the friction coefficient needs to be as minimal as possible to test the brakes each and every time to the max.
I am sure that you can relate to that a new and 'grippy' brake roller tests the brakes to a higher degree than old worn smooth rollers. In some older test lanes you can sometimes even find nice and shiny rollers, I sometimes wonder what the friction coefficient would be on those.
According to VTEQ's research have the corundum and open cast surface rollers a tendency to fill up with rubber and dirt reducing the friction coefficient. Remember that VTEQ can supply all three surfaces.
A lower friction coefficient has as direct result a lower brake force reading.
The friction coefficient (f ) of 0.85 on the VTEQ rollers results on the same 2000 Kg axle in a maximum brake force of 8.5 KN per wheel
Brake efficiency....